







In modern agriculture and construction, reliable equipment is key to productivity. The Bull Tractor Loader Hydraulic Gear Pump is a critical component, transforming mechanical energy into hydraulic power for tasks like lifting, digging, and material handling. Engineered for the tough conditions of farming, this pump ensures consistent performance in dusty, wet, and high-load environments.
How It Works
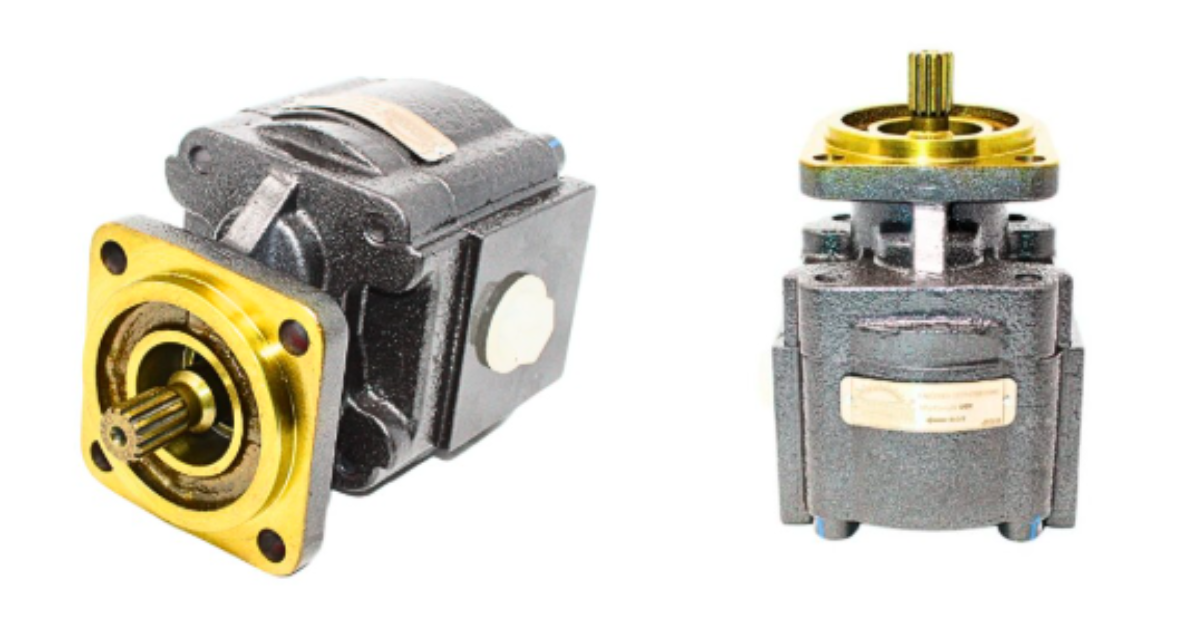
The Bull Tractor Loader Hydraulic Gear Pump operates as a positive displacement pump, using precision gears to move fluid efficiently:
Fluid Intake: Gears separate to draw hydraulic oil into the pump. Fluid Transport: Gears carry oil around the housing. Pressure Output: Meshing gears push fluid out, generating hydraulic power.
Its design includes:
Precision Gears: Minimize leakage for steady flow. Tight Clearances: Optimize efficiency without friction. Robust Bearings: Handle high loads and resist contamination.
Key Features for Tough Conditions
Durable Materials: A corrosion-resistant alloy housing and case-hardened steel components withstand moisture and heavy loads. Contamination Resistance: Features multi-stage filtration, labyrinth seals, and self-cleaning gears to prevent particle buildup. Thermal Efficiency: Optimized fluid paths and heat-dissipating housing prevent overheating, supporting extended operation. High Pressure: Exceeds standard requirements by 25%, ideal for heavy tasks like clay excavation or bale handling. Flow Consistency: Maintains ±2% flow stability, eliminating jerky operation.
Applications in Agriculture
The Bull Pump powers a range of tractor loader tasks: Front-End Loaders: Handles hay bales and heavy materials smoothly. Hydraulic Attachments: Supports quick-coupled tools for versatility. Construction Tasks: Manages industrial material moving with ease. Its multi-viscosity performance ensures efficiency with standard, biodegradable, or cold-weather fluids, while pulse dampening reduces vibrations for operator comfort and equipment longevity.
Benefits for Operators
Enhanced Productivity: Delivers 15-20% faster cycle times, boosting work output. Fuel Efficiency: 92%+ volumetric efficiency lowers fuel use and heat generation. Reduced Downtime: 60% fewer repairs and shorter maintenance periods. Longer Equipment Life: Robust design extends component durability. Higher Resale Value: Premium components increase tractor marketability.
Maintenance Made Simple
The Bull Pump is designed for easy upkeep: Modular Design: Simplifies repairs and reduces spare parts inventory. Diagnostic Ports: Enable quick pressure and flow checks without disassembly. Extended Service Intervals: Longer oil changes, seal life, and filter replacements cut costs. Quick-Coupling: Supports rapid attachment swaps and leak-free connections.
Choosing the Right Pump
When selecting a Bull Hydraulic Gear Pump, consider: System Compatibility: Match with pressure valves, reservoirs, and controls. Environmental Needs: Assess dust, temperature, and chemical exposure. Future-Proofing: Ensure compatibility with new attachments or telematics. Fluid Type: Verify suitability for your hydraulic oil choice.
Economic Impact
While the upfront cost is a factor, the Bull Pump’s value shines in: Lower Operating Costs: Reduced fuel and maintenance expenses. Increased Uptime: Higher equipment availability maximizes productivity. Resale Advantage: Premium components boost tractor resale value.
Conclusion
The Bull Tractor Loader Hydraulic Gear Pump is a game-changer for agricultural and construction operations. Its durable construction, precise performance, and smart design tackle the challenges of demanding environments. By delivering consistent power, reducing downtime, and enhancing efficiency, this pump empowers operators to work smarter. For farm managers seeking a competitive edge, the Bull Pump is an investment in reliability, productivity, and long-term savings.





Tractor Guru is a one-stop-shop for all your tractor needs.
Compare and get the best tractor price here.
We provide true Tractor experts, working round the clock to deliver the best experience for all your agricultural tractor needs.


Trakstar Tractor is a great tractor that comes with advanced technological solutions that provide effective work.
The company offers superb features that are suitable for every type of region.
Trakstar 536Trakstar 536 is an excellent tractor with 36 HP, 3 cylinders, 2235 CC engine capacity and 30.6 PTO Hp.
It has 3 Stage wet type air filter and Oil immersed Brakes.
This tractor has 8 Forward + 2 Reverse Partial Constant Mesh gearboxes with a Single diaphragm clutch.
Trakstar 540Trakstar 540 manufactured with 40 HP, 3 cylinders, and 2235 CC engine capacity.



















