





Monoethylene glycol (MEG) reclamation is widely used by the oil and gas markets in wellheads and pipelines to prevent hydrate formation at pipeline conditions. In offshore deepwater gas production facilities, where the exposure to lower temperatures in subsea pipelines is common , MEG is used for hydrate inhibition.
Overview – PUREMEG Monoethylene glycol (MEG) reclamation and regeneration system
Minimize MEG deterioration and losses and reduce operating and environmental costs
Monoethylene glycol (MEG) reclamation is one of the most commonly used reagents for hydrate inhibition in production pipelines. It is recovered and reinjected to minimize the operating and environmental costs associated with MEG replacement and disposal.
PUREMEG MEG reclamation and regeneration systems not only regenerate the MEG by boiling off the pipeline water, they also remove salts and other solids to achieve the required outlet glycol purity. Dissolved salts in formation water, pipeline production chemicals, and pipe scale all have the potential to scale or foul both subsea and topside processing equipment. This MEG recovery system is an essential component of pipeline flow assurance.
Improve operational efficiency, increase plant availability, and maintain asset integrity
In addition to our reclamation technology, we provide everything from customized site support contracts covering training, installation, commissioning, and startup to long-term operational assistance, data acquisition, conditional monitoring, and predictive maintenance services.
PUREMEG Monoethylene glycol (MEG) reclamation and regeneration system
Advantages
- The system provides effective and proven salt removal.
- Low solids levels in the recycle loop protect the most expensive and vulnerable parts of the system from abrasion, erosion, and fouling, which reduces maintenance and increases plant availability.
- Low solids levels in the recycle loop protect the most expensive and vulnerable parts of the system from abrasion, erosion, and fouling, which reduces maintenance and increases plant availability.
- The technology significantly reduces Monoethylene glycol (MEG) reclamation losses and produces a wastestream suitable for marine disposal by separating salt from brine.
- Solids removal is achieved without the use of centrifuges, unlike other systems on the market. This avoids use of expensive, high-maintenance equipment and prevents oxygen contamination of the Monoethylene glycol (MEG) reclamation. Oxygen is a main contributor to MEG degradation and material corrosion within reclamation systems, affecting both opex and the life of the plant.
- The MEG reboiler is designed to avoid hydrocarbon foaming and the fouling of packing associated with conventional systems.
- The proprietary divalent salt removal system is capable of handling a diverse range of water chemistries, solids loadings, and particle-size distributions.
- The dedicated reaction vessel optimizes crystal growth in the precipitation of divalent salts. Crystal size and shape directly influence the performance of downstream separation and drying processes.
- A wash step is included as part of the divalent salt removal system, enabling MEG recovery and reducing opex; the salt discharge can be dried for easier handling and disposal
Monoethylene Glycol (MEG) Reclamation & Regeneration
Five-step process to regenerate MEG and remove salts
The PUREMEG system is configured with either a full-stream or slipstream process. Full stream both regenerates and removes salts from the rich MEG feed. Slipstream has full-feed MEG regeneration, with a portion of the lean of Monoethylene glycol (MEG) reclamation. Our experts can advise you which option best suits your process requirements. In either case, the process comprises five steps: pretreatment, MEG regeneration, flash separation, salt management, and divalent salt removal.
1) Pretreatment
In the pretreatment stage, the rich MEG—containing some dissolved gas and hydrocarbon liquids—is heated and passed through a three-phase separator vessel. The gas is flashed to flare and liquid hydrocarbons are sent to the condensate recovery system. The treated MEG is sent either to storage or the downstream process.
2) MEG regeneration
MEG regeneration is conducted in a reflux distillation column. For a slipstream process, the column operates off the low-pressure flare backpressure and is provided with a pump-around heating loop. For a full-stream system, the distillation column operates under vacuum conditions.
The lean MEG produced at the bottom of the column is pumped to storage for reuse. For the slipstream service, a portion of the lean MEG is sent for reclamation. The vaporized water passes overhead where it is condensed and collected in the reflux drum. A portion of the water is returned to the distillation column to provide reflux while the remainder is routed to water treatment. Residual hydrocarbons in the system are generally associated with this produced water stream, and we provide a wide range of water treatment systems capable of meeting local environmental legislation for discharge.
3) Flash separation (reclaimer)
In the flash separator, the rich MEG stream (full-stream reclamation) or lean MEG stream (slipstream reclamation), consisting of water and MEG with dissolved salts, is brought into contact with a hot recycled stream of concentrated MEG. The flash separator operates under vacuum conditions to maintain process temperatures below the degradation temperature of MEG. The feed MEG and water are vaporized and exit through the top of the flash separator. These vapors either pass to the MEG distillation column for regeneration (full-stream service) or are condensed and sent to lean MEG storage (slipstream service). The monovalent salt components, primarily sodium chloride, precipitate in the flash separator. They fall via gravity through a column of brine and are collected in the brine-filled salt tank.
4) Salt management
The salt tank serves two primary functions. The first is to condition the salt levels for optimal performance of the salt separation process. The second is to provide a surplus of salt for converting freshwater makeup to saturated brine. Salt is removed from the brine by a hydrocyclone to produce a slurry suitable for a landfill or for redissolving for marine disposal.
5) Divalent salt removal
Divalent salts (typically calcium, magnesium, and iron but also barium and strontium) cannot be precipitated out in the flash separator. Instead they accumulate in the process, which has an impact on system operability. For a slipstream process, the salts are often a cause of scaling within the reboiler. Removing the salts by MEG blowdown can be cost-prohibitive once disposal and replenishment costs are considered.
The divalent salt removal system precipitates out the salts by chemical reaction to form insoluble salts. Crystal size and shape directly influence the performance of the downstream filter. A dedicated reactor vessel is provided to control the temperature, time, and concentration for optimal crystal growth and morphology. Both sodium carbonate and sodium hydroxide are used for the chemical reaction to account for variations in feed conditions. The crystals, together with any other solids such as pipe scale and sand, are removed by filtration. Typically a dynamic crossflow filter is used for this service because of its tolerance for a wide range of particle sizes and distribution. The filter produces a clean MEG stream, which is returned to the process, and a concentrated slurry or cake, which is washed to recover any residual MEG. The produced slurry or cake can be further dried to provide a waste product that is easy to store and handle.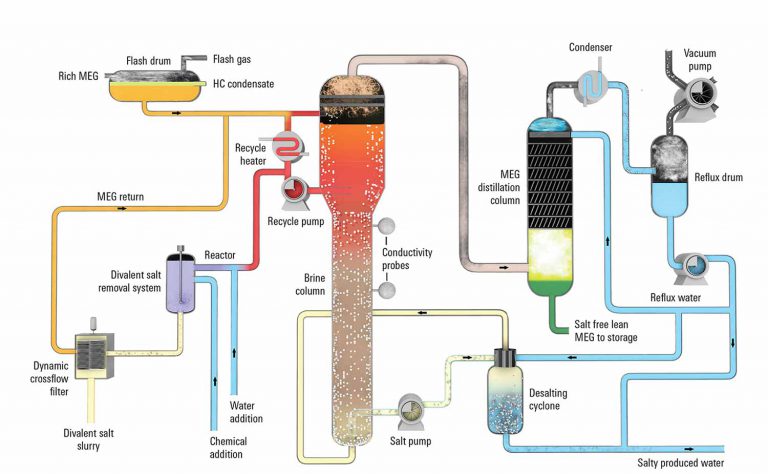
Typical PUREMAG system with full-stream reclamation



Moreover, this market report also covers regional and country markets in detail.The research report also covers the comprehensive profiles of the key players in the market and an in-depth view of the competitive landscape worldwide.
The major players in the slurry agitator market include KSB Aktiengesellschaft, Conor Engineering, Metso Oyj, Libra Fluid Equipment Co., Ltd, Grundfos Holding AG, Weir Group, ITT INC., The Flowserve Corporation, Tsurumi Manufacturing CO., LTD., LEO Group, Kirloskar Ebara Pumps Limited, Shijiazhuang Industrial Pump Co. Ltd., Xylem Inc.,.
This section consists of a holistic view of the competitive landscape that includes various strategic developments such as key mergers & acquisitions, future capacities, partnerships, financial overviews, collaborations, new product developments, new product launches, and other developments.Get more information on "Global Slurry Agitator Market Research Report" by requesting FREE Sample Copy at https://www.valuemarketresearch.com/contact/slurry-agitator-market/download-sampleMarket DynamicsThe global slurry agitator market is estimated to proliferate at a rapid pace during the forecast period.
The increasing need for an efficient system, flow maximization, and fast mixing drive the demand for slurry agitators.
Slurry agitators are broadly used for multiple operations and play a crucial role in the chemical, pharmaceutical, food, grease, paint, adhesive, water, and cosmetic industries.
However, High maintenance costs and stringent government safety norms and product compliance standards may hinder the market growth.The research report covers Porter’s Five Forces Model, Market Attractiveness Analysis, and Value Chain analysis.


The global Slurry Separator market was valued at 663.71 Million USD in 2020 and will grow with a CAGR of .79% from 2020 to 2027, based on our Researcher newly published report.The prime objective of this report is to provide the insights on the post COVID-19 impact which will help market players in this field evaluate their business approaches.
Also, this report covers market segmentation by major market verdors, types, applications/end users and geography(North America, East Asia, Europe, South Asia, Southeast Asia, Middle East, Africa, Oceania, South America).Download FREE Sample of this Report @ https://www.statsmarketresearch.com/download-free-sample/6531689/global-regional-slurry-separator-2021-2027-994Slurry separators are devices employed in different environments that help separate various solid-liquid mixtures into solid phase and liquid phase.
Slurry separators widely used in livestock manure treatment, biogas plants and some other light industries related to agricultural products, such as paper pulp, vinasse and pomace.At present, in developed countries, the slurry separator industry is generally at a more advanced level.
The world`s largest enterprises are mainly scattered arround Europe.
Along with that, the state-of-art equipment, R & D capability, and leading techniques are also held in those European companies` hands.By Market Verdors:Company ACompany BBy Types:Scream SeparatorScrew Press SeparatorRoller Press SeparatorBy Applications:Agriculture and Livestock BreedingBiogass PlantFood & Beverage IndustryPulp and Paper IndustryKey Indicators AnalysedMarket Players & Competitor Analysis: The report covers the key players of the industry including Company Profile, Product Specifications, Production Capacity/Sales, Revenue, Price and Gross Margin 2016-2027 & Sales with a thorough analysis of the markets competitive landscape and detailed information on vendors and comprehensive details of factors that will challenge the growth of major market vendors.Global and Regional Market Analysis: The report includes Global & Regional market status and outlook 2016-2027.
With detailed analysis by types and applications.Market Trends: Market key trends which include Increased Competition and Continuous Innovations.Opportunities and Drivers: Identifying the Growing Demands and New TechnologyPorters Five Force Analysis: The report provides with the state of competition in industry depending on five basic forces: threat of new entrants, bargaining power of suppliers, bargaining power of buyers, threat of substitute products or services, and existing industry rivalry.Key Reasons to PurchaseTo gain insightful analyses of the market and have comprehensive understanding of the global market and its commercial landscape.Assess the production processes, major issues, and solutions to mitigate the development risk.To understand the most affecting driving and restraining forces in the market and its impact in the global market.Learn about the market strategies that are being adopted by leading respective organizations.To understand the future outlook and prospects for the market.Besides the standard structure reports, we also provide custom research according to specific requirements.Reasons to Purchase Our Research Report:1.





















