













Industrial plants need vacuum systems that can handle moisture, heat, and heavy-duty operation without failure. Nash liquid ring vacuum pumps use a simple yet powerful principle called liquid ring operation. This method uses water as a sealing medium to create a safe, consistent vacuum. Because of this design, these pumps perform well in harsh environments where other technologies struggle.
Industries such as chemical processing, pulp and paper, power generation, and food production depend on water-sealed vacuum pumps for stable operation. Their ability to manage wet gases, vapors, and contaminants makes them a trusted solution for continuous processes.
What Is Liquid Ring Technology?
Liquid ring technology is a mechanical process that creates a vacuum using a rotating impeller inside a casing partially filled with liquid, usually water.
As the impeller rotates:
- The liquid forms a ring along the casing wall.
- The rotation creates spaces between the impeller blades.
- These spaces expand and contract, drawing in gas and compressing it.
- The gas is then discharged with part of the sealing liquid.
This simple cycle repeats continuously, producing a smooth and reliable vacuum.
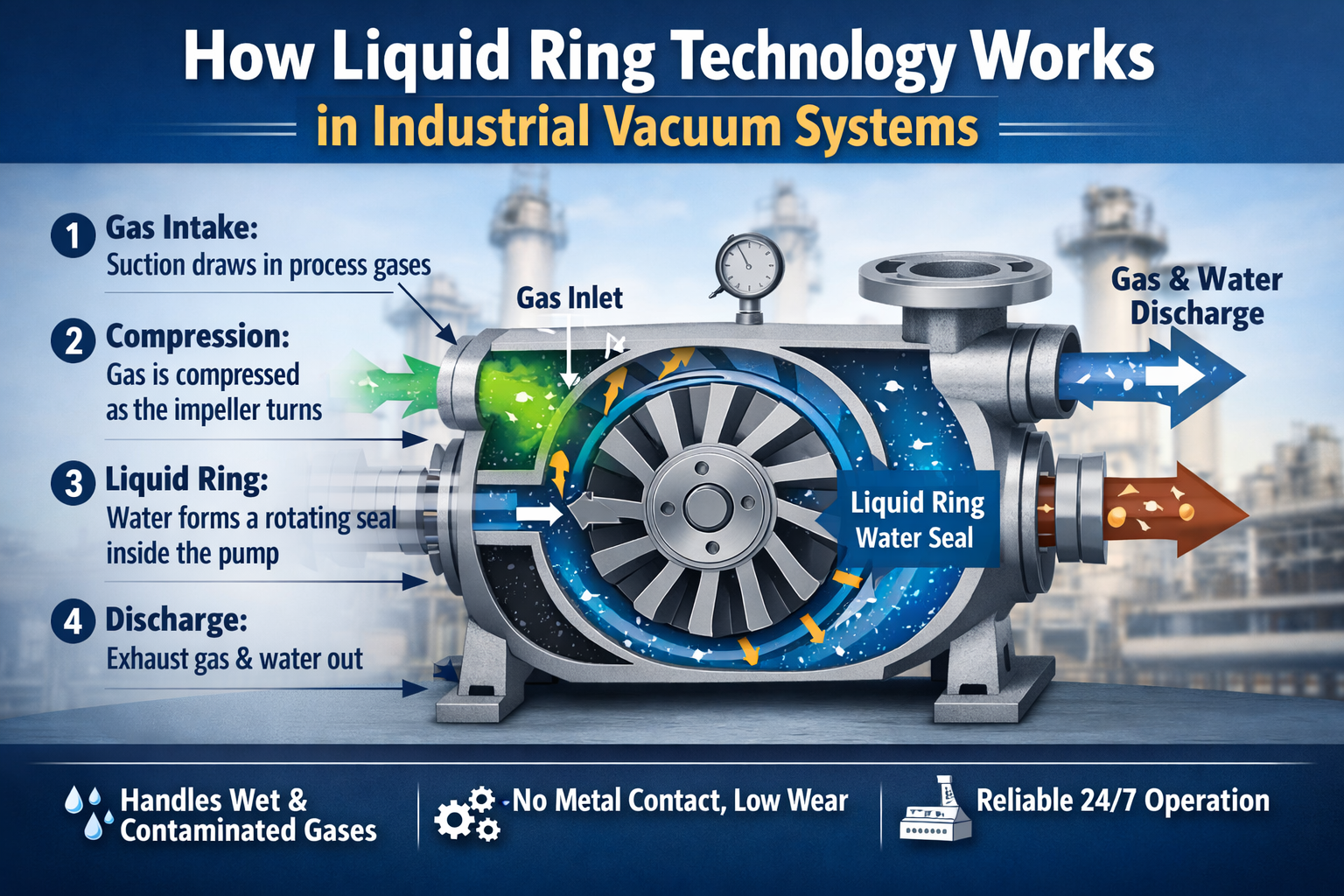
How Liquid Ring Operation Works Step by Step
Step 1. Formation of the Liquid Ring
The pump starts with a fixed amount of sealing liquid. Centrifugal force pushes this liquid outward, forming a stable ring.
Step 2. Gas Intake
As the impeller rotates, cavities increase in size. This creates suction that pulls process gases into the pump.
Step 3. Compression Phase
The cavities shrink as rotation continues. This compresses the gas without metal-to-metal contact.
Step 4. Discharge
The compressed gas exits through the discharge port along with a small amount of liquid.
This continuous motion allows Nash liquid ring vacuum pumps to operate without internal friction damage.
Why Do Industries Prefer Water-Sealed Vacuum Pumps?
Liquid ring pumps offer several advantages over dry vacuum technologies.
Key Benefits
- Handles wet and dirty gases without damage
- No internal contact between moving parts
- Low vibration and smooth performance
- High reliability in continuous duty applications
- Simple maintenance and long service life
- Built-in cooling from the sealing liquid
These features make them ideal for demanding industrial environments.
Typical Industrial Applications
Nash liquid ring vacuum pumps support many essential operations.
Chemical Processing
Used in distillation, filtration, and solvent recovery where vapors are present.
Power Plants
Support condenser evacuation and air removal systems.
Pulp and Paper
Provide a vacuum for sheet forming and dewatering processes.
Food Processing
Assist in drying, deaeration, and packaging applications.
Environmental Systems
Used in vapor recovery and gas compression tasks.
Many of these applications must follow safety practices outlined by organizations such as the Occupational Safety and Health Administration to ensure proper handling of industrial gases.
Efficiency Considerations in Liquid Ring Systems
Energy use is an important factor in selecting a vacuum system. Liquid ring pumps maintain efficiency because they combine compression, sealing, and cooling into one action.
According to guidance from the U.S. Department of Energy, proper pump sizing and system design play a major role in reducing industrial energy consumption.
Factors That Improve Efficiency
- Correct pump sizing for process demand
- Stable sealing liquid temperature
- Proper piping design to avoid pressure loss
- Regular inspection to prevent scale buildup
- Use of recirculation systems to control water usage
Maintenance Basics for Long-Term Performance
These pumps are known for their durability, but routine care helps ensure maximum life.
Recommended Maintenance Checklist
- Check sealing liquid quality regularly
- Inspect impeller and casing for wear
- Monitor bearing lubrication
- Verify alignment and vibration levels
- Clean discharge separators and strainers
Because there is no internal metal contact, wear is minimal compared to other pump types.
When to Choose Nash Liquid Ring Vacuum Pumps
You should consider this technology if your process includes:
- High moisture content
- Condensable vapors
- Continuous operation requirements
- Harsh or dirty environments
- Need for reliable, low-maintenance equipment
These pumps are engineered to perform where other systems fail.
Common Misconceptions About Liquid Ring Pumps
They Use Too Much Water
Modern systems use closed-loop recirculation to reduce water consumption.
They Are Less Efficient
In wet applications, they often outperform dry pumps because they avoid overheating and contamination.
They Require Frequent Repairs
Their simple design actually reduces failure points and extends service intervals.
Frequently Asked Questions
What is the main purpose of a liquid ring vacuum pump?
It creates a vacuum in processes involving moisture, vapors, or contaminants, where dry pumps cannot operate reliably.
Why is water used as the sealing liquid?
Water forms a natural seal, absorbs heat, and prevents internal wear, making the system both durable and stable.
Are liquid ring pumps suitable for continuous operation?
Yes. They are designed for nonstop industrial duty with minimal vibration and steady performance.
How do I know if my system needs this type of pump?
If your application handles wet gases, requires reliability, or experiences frequent dry pump failures, liquid ring technology is a strong choice.
Can these pumps handle hazardous gases?
Yes, when properly designed with materials and controls suitable for the process conditions.
Final Thoughts
Liquid ring technology remains one of the most dependable vacuum solutions in modern industry. Its simple working principle, ability to handle challenging conditions, and long operational life make it a preferred choice across sectors. When designed and maintained correctly, these systems deliver stable vacuum, reduced downtime, and predictable performance for years.
For organizations seeking dependable solutions, expert support from Airvac Technical Services ensures proper selection, maintenance, and integration of vacuum systems tailored to industrial needs.




